

短信碼登錄
密碼登錄
獲取短信驗證碼
獲取短信驗證碼

2020-09-25
小東 隨著工業化的發展,大型減速機在企業中的使用越來越廣泛。本文分析大型減速機運行中常見的軸承損壞故障原因,以及軸承游隙的調整、測量及軸承安裝的方法。
某鋼廠燒結生產線上有5臺減速機,運行期間發生的故障類型相同,故以其中一臺為例:
減速機型號為SQAS1845-I-D×NH(四級硬齒面圓柱齒輪);
減速機中心距1845mm;
減速機速比25.46;
23232CC/W33(雙列調心滾子軸承)高速軸軸承。
對2016年至2017年該類減速機的故障統計分析,減速機高速軸燒損故障頻率Z高,造成損失Z大。
其中2017年3月份,B制粒機總計停機76h,共更換高速軸6套,軸承12套,直接經濟損失達30余萬元。
經檢查、分析,原因是軸承游隙調整不合適,造成軸承發熱抱死,導致高速軸、軸承損壞。為此,針對軸承游隙測量、調整及調整值標準進行分析。
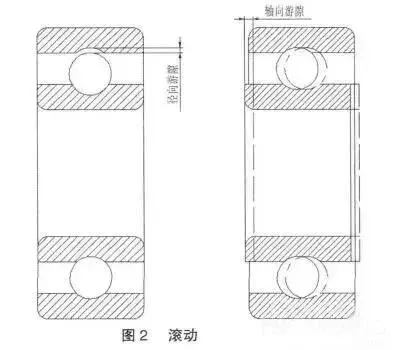
滾動軸承的內、外圈和滾動體之間存在一定的間隙,因此內、外圈之間可以有相對位移。
在無負荷作用時,一個套圈固定不動,另一個套圈沿軸承的徑向和軸向從一個極限位置到另一個極限位置的移動量,分別稱為徑向游隙和軸向游隙,如圖2所示。
按照軸承所處的狀態,游隙分為三種。
1、原始游隙。指滾動軸承安裝前自由狀態時的游隙,它是由制造廠加工、裝配所確定的。
2、安裝游隙,也叫配合游隙。是軸承與軸及軸承座安裝完畢而尚未工作時的游隙。
由于過盈安裝,或是內圈增大,或是外圈縮小,或二者兼有之,均使安裝游隙比原始游隙小。
3、工作游隙。滾動軸承在工作狀態時的游隙,工作時內圈溫升Z大,熱膨脹Z大,使軸承游隙減小。
同時由于負荷的作用,滾動體與滾道接觸處產生彈性變形,使軸承游隙增大,軸承的工作游隙比安裝游隙大還是小,取決于這兩種因素的綜合作用。
工作游隙是滾動軸承的重要質量指標,也是軸承應用中的重要參數。
在實際使用中,軸承的工作游隙將影響到軸承中的負荷分布、振動、噪聲、摩擦力矩和壽命。軸承的工作游隙不合適會對減速器造成危害。
軸承的工作游隙過小,將增大軸承的摩擦力矩,從而產生大量的熱,容易導致軸承發熱損壞。
這是因為,當軸承的工作游隙過小時,將導致軸承的滾動體與軸承內外圈的潤滑不良,因干摩擦產生大量的熱,產生磨損、膠結、軸承內外圈脹裂等現象,會造成軸承損壞。
軸承的工作游隙過大,主要由軸承的自然游隙選用過大、軸承的壓緊力不夠引起。
在高速運轉的減速機中,當軸承的自然游隙較大時,導致工作游隙也相對較大,這將造成減速機在運行過?中振動較大,降低軸承的使用壽命。
通過對生產中減速機故障分析,認為該減速機軸承損壞是由于軸承的工作游隙過小造成的。
軸承游隙測量的方法主要有專用儀器測量法、簡單測量法及塞尺測量法。
塞尺測量法在現場使用Z廣泛,適用于大型和特大型圓柱滾子軸承徑向游隙的測量,將軸承立起或平放測量,若有爭議時以軸承平放時的測值為準。
軸承的Z大徑向游隙測值和Z小徑向游隙測值的確定方法:
用塞尺片沿滾子和滾道圓周間測量時,轉動套圈和滾子保持架組件一周,在連續三個滾子上能通過的塞尺片的Z大厚度為Z大徑向游隙測值。
在連續三個滾子上不能通過的塞尺片的Z小厚度為Z小徑向游隙測值。取Z大和Z小徑向游隙測值的算術平均值作為軸承的徑向游隙值。使用塞尺測量法所測得的游隙值允許包括塞尺厚度允差在內的誤差。
調心滾子軸承徑向游隙采用塞尺測量法測量時,在每列的徑向游隙值合格后,取兩列的游隙值的算術平均值作為軸承的徑向游隙值。
軸承的內圈由軸肩進行定位,外圈由兩側的軸承壓蓋進行預緊,軸承的軸向游隙由兩側軸承壓蓋的預緊力進行調整,考慮到軸承因發熱造成游隙減小,軸承的軸向應留有一定的游隙,對于軸承軸向的游隙,國家無相關標準。
在實踐中,軸向游隙因過盈裝配、帶負荷運行等因素影響較小,故在安裝時,一般以軸承的原始游隙為標準進行調整。
具體調整方法(見圖4):
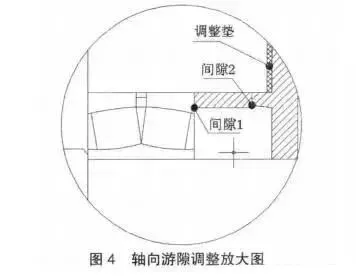
在減速機不蓋上蓋的情況下,將軸裝配安裝到位,軸承兩側壓蓋螺栓緊固到位,然后在軸的一端軸向施加一定的壓力。
該軸向力的大小可參照軸在運行中所承受的軸向力,然后使用塞尺測量間隙1與間隙2,測量完成后計算間隙1與間隙2之和,并與軸承測量的原始游隙對比,保證二者的差值在±40μm之內,若無法達到要求,則可以通過增加調整墊片調整,直到達到要求為止。
軸承的徑向游隙對軸承的穩定運行起到至關重要的作用,而對于軸承的徑向游隙,GB/T4604-2006已有相關的標準,因此在具體應用時,只需查表可知軸承的徑向游隙的上下限。
其具體調整方法:為了便于測量,調整前應拆除軸承兩側壓蓋,將軸承安裝在軸承座,蓋上上蓋,使用力矩扳手均勻緊固軸承兩側4個緊固螺栓,螺栓的預緊力可參照國家標準的相關規定,緊固到位后,使用塞尺進行測量,測量值與查表的標準值進行比對。
以該減速器軸承型號23232CC/W33。根據GB/T4604-2006該軸承徑向游隙的Z大值為110μm,Z小值為75μm。
通過比對結果調整軸承游隙,若調整值小于Z小值,則說明軸承的安裝游隙太小,應當增大游隙,軸承安裝示意圖(軸向)如圖5所示。
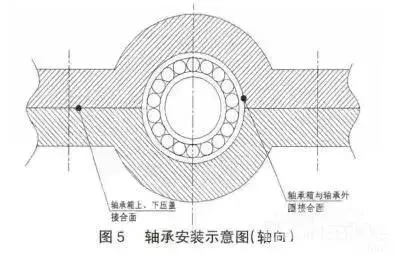
可在軸承箱上、下接合面螺栓孔處放入銅皮進行調整。如果調整值大于Z大值,則說明軸承安裝游隙過大。
調整的方法如圖5軸承安裝示意圖(軸向)所示。在軸承箱與軸承外圈結合面放入銅皮進行調整,注意放銅皮時不要堵塞軸承的油孔。
以上方法一般需要多次調整,才能將軸承徑向游隙調整到標準范圍內。游隙調整達到標準后,重新進行安裝。
由于影響軸承游隙因素很多,關于軸承游隙具體調整方法也較多,歡迎留言溝通交流?使用的方法及遇到的問題。
安東機械科技(廣東)有限公司主要是以設計制造銷售內徑 2MM 外徑 200MM 范圍低噪音、低功耗、低摩擦及高精度、高品質的深溝球軸承、角接觸軸承、輸送滾動裝置設備軸承以及不銹鋼軸承與非標準沖壓軸承等產品,兼以精密五金機械配件及感應機電模塊等,經國家工商局批準設立的無區域企業。

? 版權所有 安東機械科技(廣東)有限公司 技術支持:佰聯軸承網

